Heat Sealability Equipment Range
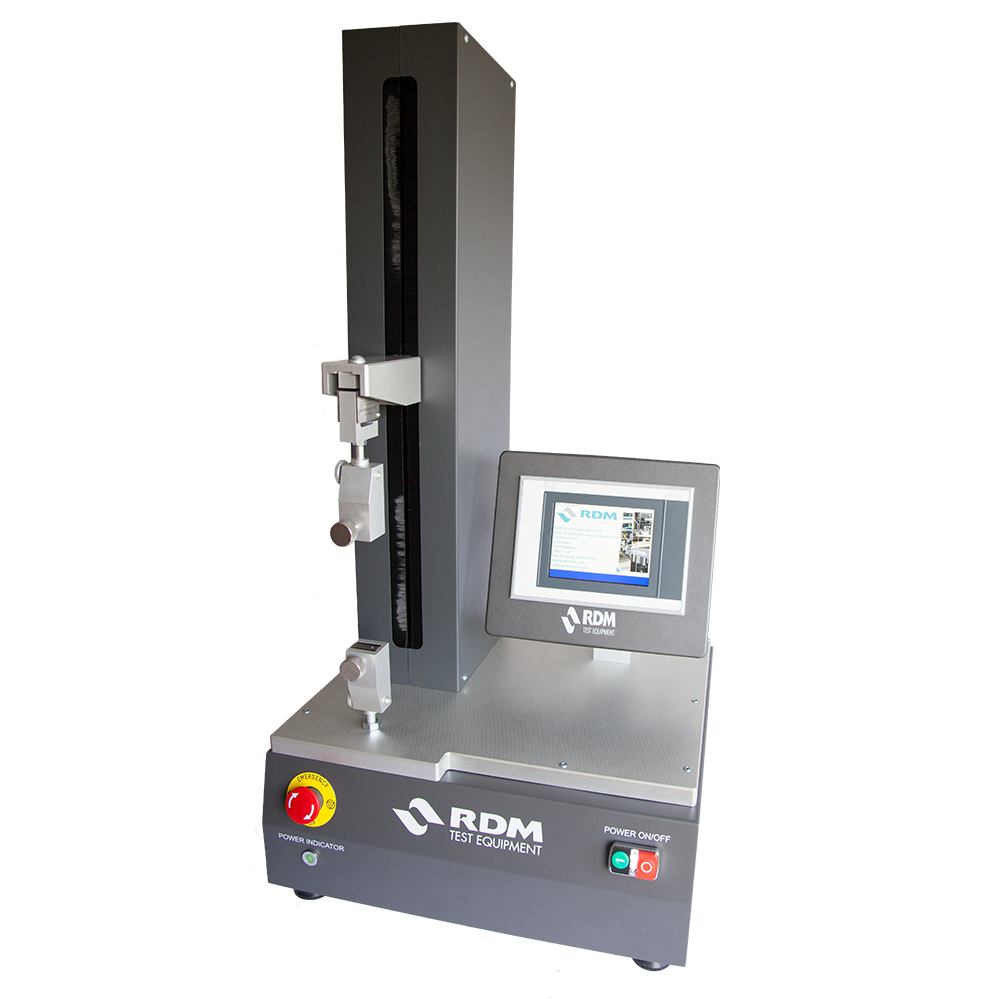
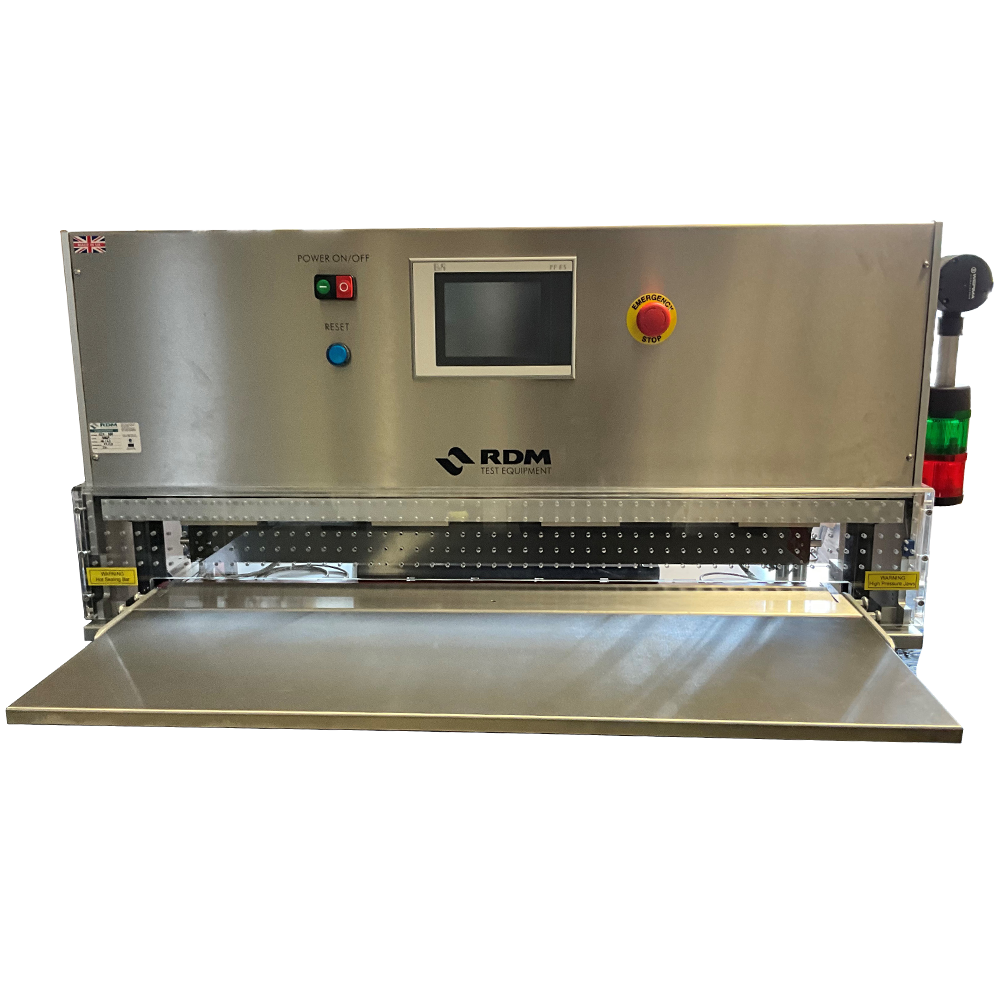
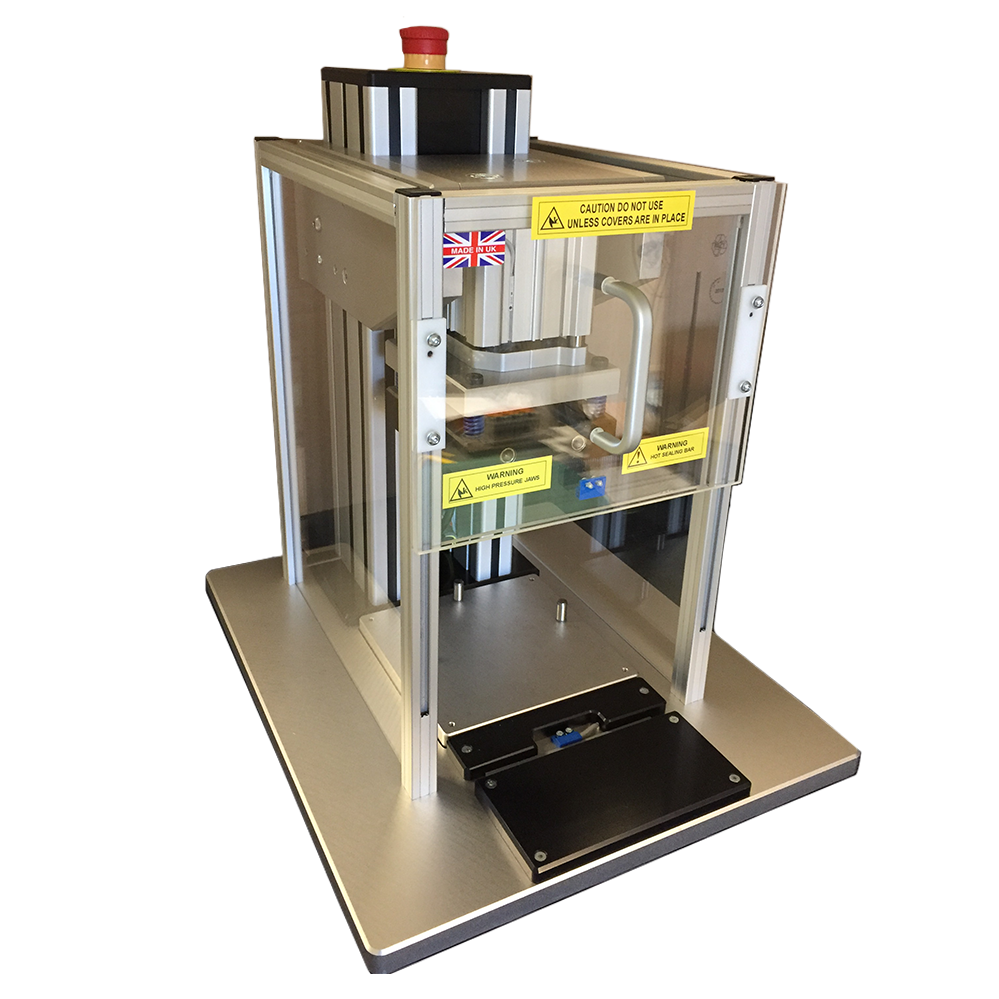
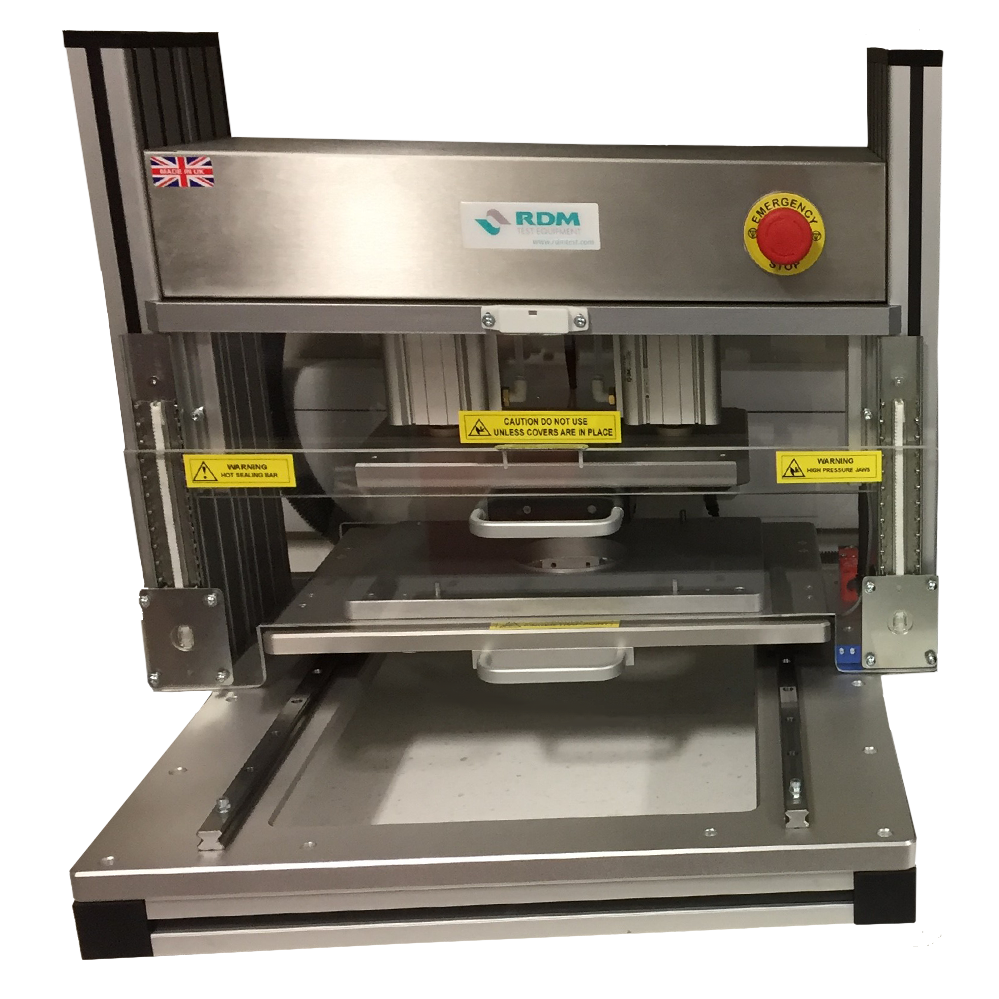
Heat Seal parameters are easily measured; Heat Sealability = Temperature + Pressure + Time. Yet maintaining optimum heat sealing conditions in production and recognising the true cause of poor sealing remains a challenge. Measurement of heat sealing parameters is done by creating ‘controlled seals’ on a calibrated Laboratory Heat Sealer according to ASTM F2029, then peeling the seal apart with a Seal Strength Tester at a controlled rate to measure either Ultimate Seal Strength (after cooling, method ASTM F88) or Hot Tack Strength (peel tested within 150ms of the seal being formed, method ASTM F1921). By
varying the sealing temperature, pressure and dwell time, optimum sealing conditions can be found.
Product packagers who regularly test heat seal parameters of incoming film as part of a well managed quality system, will transfer the measured parameters to the heat sealing process in production to optimise the sealing conditions. Variations in sealing parameters will be found from film supplier to supplier, roll to roll, and even within a roll. The introduction of new materials with functional and barrier layers has narrowed the tolerances for optimum sealing. Even small variations in sealing parameters can impact the quality of resulting seals, with typical poor quality shown as weak seals, channel leaks, edge leaks, back seal / end seal junction leaks, hardened brittle areas caused by overheating and unsealed areas caused by under-heating.